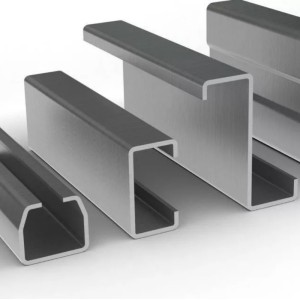
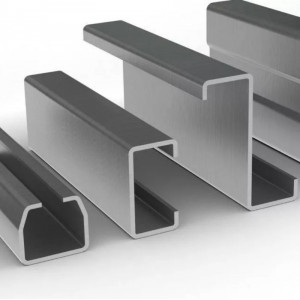
Гнутый профиль 1,2х62х88 мм L-3000 мм С-образный
- Длина, мм3000
- ПоверхностьОцинкованная
- Размер, мм62х88
- ТипС-образный
- Толщина, мм1,2
- Длина, мм3000
- ПоверхностьОцинкованная
- Размер, мм62х88
- ТипС-образный
- Толщина, мм1,2
Описание Гнутый профиль 1,2х62х88 мм L-3000 мм С-образный
Гнутый профиль 1,2х62х88 мм L-3000 мм С-образный в наличии на складе в Екатеринбурге от компании «Инметпром». Закажите гнутый профиль 1,2х62х88 мм L-3000 мм С-образный по номеру телефона +7 (343) 266-33-16, отправив запрос на электронную почту ekb@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!
- Размер, мм:10
- Тип:Маячковый
- Поверхность:Оцинкованная
- Цена: По запросу
- Длина, мм:3000
- Толщина, мм:1,2
- Размер, мм:100х21,5х20
- Цена: По запросу

- Марка:Ст3
- ГОСТ/ТУ:ГОСТ 19772-93
- Толщина полки, мм:5
- Цена: По запросу

- ГОСТ/ТУ:ГОСТ 21488-97
- Диаметр, мм:10
- Способ производства:Прессованный
- Цена: По запросу

- ГОСТ/ТУ:ГОСТ 8239-89
- Размер:20
- Цена: 100 038 ₽/т
- Цена: 79 461 ₽/т
- ГОСТ/ТУ:ГОСТ 8239-89
- Способ производства:Г/К
- Размер:20
- Цена: 67 029 ₽/т
- Длина, мм:11000
- ГОСТ/ТУ:ГОСТ 8239-89
- Мерность:М/Д
- Цена: 71 550 ₽/т

- Размер, мм:16х10
- Покрытие:Без покрытия
- Цена: 230 ₽/кг

- Цена: 792 ₽/кг

- Цена: 70 ₽/м2
- Цена: 208 ₽/м2
- Цена: 68 850 ₽/т

- Цена: 291 141 ₽/т
- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Способ производства:Прессованный
- Цена: 796 543 ₽/т
- Цена: 3 900 000 ₽/т
- Цена: По запросу
- Цена: По запросу
- Поверхность:Оцинкованная
- Тип:Маячковый
- Толщина, мм:0,4
- Цена: По запросу
- Тип:Потолочный
- Толщина, мм:0,8
- Размер, мм:100
- Цена: По запросу
- Толщина, мм:1
- Размер, мм:100
- Тип:Потолочный
- Цена: По запросу
- Цена: По запросу
- Поверхность:Оцинкованная
- Тип:С-образный
- Толщина, мм:1,8
- Цена: По запросу
- Тип:П-образный
- Длина, мм:3000
- Толщина, мм:1,2
- Цена: По запросу
Исправление геометрии гнутого профиля, деформированного при транспортировке, методом холодной правки допустимо в ограниченных пределах и с осторожностью. Правка не должна приводить к образованию трещин, значительных остаточных напряжений или изменению механических свойств материала до недопустимых значений. Решение о возможности и методе правки принимается с учетом степени деформации и требований к элементу.
Расчет соединения гнутых профилей на вырыв самонарезающими винтами (саморезами) производится на основе экспериментальных данных или рекомендаций производителей крепежа. Учитывается толщина и прочность материала профиля, тип и диаметр винта, глубина его завинчивания. Проверяется несущая способность на срез винта и на смятие/протаскивание в профиле.
Основные этапы производства гнутого С-образного профиля из рулонной стали толщиной 2.5 мм: 1. Размотка рулона и правка ленты (штрипса). 2. Подача штрипса в профилегибочный стан. 3. Последовательное формование сечения профиля в клетях стана с помощью системы приводных и неприводных валков. 4. Калибровка размеров профиля. 5. Отрезка профиля на мерные длины. 6. Приемка, маркировка и упаковка готовой продукции.
Штабелирование гнутых профилей с полимерным покрытием без использования прокладочных материалов не рекомендуется, особенно при длительном хранении или транспортировке. Это может привести к повреждению (царапинам, потертостям) покрытия из-за трения профилей друг о друга. Между рядами или пачками следует использовать прокладки из дерева, картона, пластика или войлока.
Температура окружающей среды в цехе влияет на процесс формовки гнутых тонкостенных профилей (толщиной 0.7 мм). Низкие температуры могут привести к некоторому увеличению усилия гибки и снижению пластичности металла, что повышает риск образования трещин при малых радиусах гиба. Стабильность температуры важна для поддержания точности размеров профиля из-за температурного расширения/сжатия материала и инструмента.
Периодичность калибровки профилегибочного оборудования для обеспечения точности размеров гнутого профиля 250х100х5 устанавливается внутренними регламентами предприятия-изготовителя. Она зависит от интенсивности эксплуатации стана, типа производимых профилей, требований к точности. Обычно калибровка валков и проверка геометрии инструмента производится при каждой переналадке стана на новый типоразмер, а также планово в рамках системы ТОиР.
Подготовка поверхности гнутого профиля из стали Ст3сп перед нанесением лакокрасочного покрытия включает: очистку от продуктов коррозии (ржавчины, окалины) до степени Sa2 или St2 по ISO 8501-1, обезжиривание поверхности растворителями или щелочными составами, удаление пыли. Для улучшения адгезии возможно применение фосфатирования или грунтования.