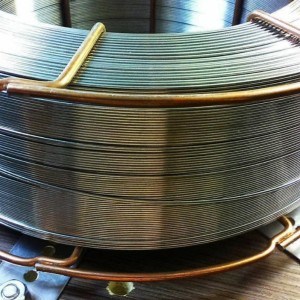
Сварочная проволока омедненная 1,6 мм Св-08Г2С катушка D-200
- Диаметр, мм1,6
- МаркаСв-08Г2С
- ПоверхностьОмедненная
- Форма поставкиКатушка D-200
- Диаметр, мм1,6
- МаркаСв-08Г2С
- ПоверхностьОмедненная
- Форма поставкиКатушка D-200
Описание Сварочная проволока омедненная 1,6 мм Св-08Г2С катушка D-200
Сварочная проволока омедненная 1,6 мм Св-08Г2С катушка D-200 в наличии на складе в Екатеринбурге от компании «Инметпром». Закажите сварочная проволока омедненная 1,6 мм Св-08Г2С катушка D-200 по номеру телефона +7 (343) 266-33-16, отправив запрос на электронную почту ekb@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Диаметр, мм:4
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Форма:Круглый
- Цвет:RAL 9005
- Тип:Термостойкий
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу
- Цена: По запросу

- Цена: 808 ₽/кг

- Цена: 70 ₽/м2

- Цена: 34 ₽/м2
- Цена: 21 ₽/шт

- Толщина стенки, мм:11,4
- Класс прочности:Л
- Тип замка:ЗП-105-51-2
- Цена: 449 984 ₽/т

- Цена: По запросу

- Цена: 3 900 000 ₽/т

- Цена: 185 ₽/кг
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08А
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab Autrod 12.51
- Диаметр, мм:0,6
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Nicros 308LSi
- Диаметр, мм:0,6
- Цена: По запросу
- Диаметр, мм:0,6
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:ER-70S-6
- Цена: По запросу
- Марка:Св-08А
- Диаметр, мм:0,7
- ГОСТ/ТУ:ГОСТ 2246-70
- Цена: По запросу
- Поверхность:Без покрытия
- ГОСТ/ТУ:ГОСТ 2246-70
- Форма поставки:Моток
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,7
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.09
- Диаметр, мм:0,8
- Цена: По запросу
Теоретически, остатки (обрезки) сварочной проволоки из низкоуглеродистой стали марки СВ-08А можно использовать для кустарного изготовления мелких рыболовных крючков. Однако для придания им необходимой упругости и прочности потребуется сложная и трудно контролируемая в домашних условиях термическая обработка (закалка с последующим низким отпуском). Качество таких крючков, скорее всего, будет уступать заводским изделиям.
Основные преимущества использования омедненной сварочной проволоки СВ-08Г2С-О толщиной 1.2 мм по сравнению с неомедненной СВ-08Г2С для полуавтоматической сварки стали Ст3сп в среде CO2 заключаются в улучшенном электрическом контакте с токосъемным наконечником, снижении его износа, более стабильном горении дуги (особенно на малых токах) и повышенной коррозионной стойкости самой проволоки при хранении.
Порошковая самозащитная проволока типа E71T-GS (по AWS A5.20) толщиной 1.2 мм часто обеспечивает большее проплавление основного металла толщиной 5 мм, чем сплошная проволока СВ-08Г2С аналогичной толщины при одинаковой силе сварочного тока 150 А, за счет более концентрированного ввода тепла и специфического состава порошкового сердечника. Однако качество формирования шва и механические свойства у СВ-08Г2С (в защитном газе) могут быть выше.
Цифра "70" в американской системе маркировки сварочной проволоки, такой как ER70S-6 (по стандарту AWS A5.18), указывает на минимальный предел прочности наплавленного металла в тысячах фунтов на квадратный дюйм (ksi). Таким образом, "70" означает, что минимальный предел прочности составляет 70 ksi, что эквивалентно приблизительно 482-490 МПа.
Да, сварочная проволока, катушка которой упакована в вакуумный полимерный пакет с осушителем (например, силикагелем), сохраняет свои сварочно-технологические свойства (особенно это касается низкого содержания диффузионного водорода для порошковых проволок и отсутствия поверхностного окисления для всех типов проволок) значительно лучше при длительном хранении (12 месяцев на складе с температурой 15-25°C и контролируемой влажностью), чем проволока, упакованная в стандартную картонную коробку без герметизации.
Если на катушке со сварочной проволокой указана маркировка типа СВ-08Х18Н10Т-ВД, то буквы "ВД" в конце данного обозначения обычно указывают на то, что проволока изготовлена из стали, которая прошла процесс Вакуумно-Дугового переплава. Этот метод металлургической обработки позволяет получить металл высокой чистоты по неметаллическим включениям и газам, что положительно сказывается на свойствах сварочной проволоки и качестве сварного шва.
При сварке проволокой СВ-08Х20Н9Г7Т очень тонких листов нержавеющей стали (например, толщиной 0.5 мм) методом MIG в импульсном режиме могут возникнуть следующие технологические недостатки: повышенный риск прожогов из-за высокой теплопроводности нержавеющей стали и сложности точного контроля тепловложения, возможная нестабильность горения дуги на малых токах, характерных для сварки тонких материалов, а также значительные деформации (коробление) свариваемого листа.