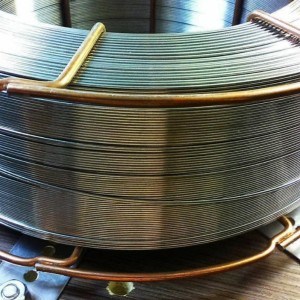
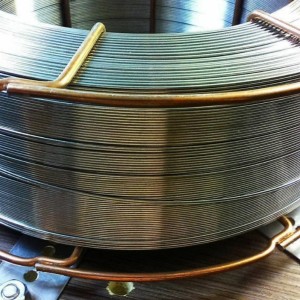
Сварочная проволока 0,8 мм ER-308LSi катушка 5 кг ГОСТ 2246-70
- Вес упаковки, кг5
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм0,8
- СерияER-308LSi
- Форма поставкиКатушка
- Вес упаковки, кг5
- ГОСТ/ТУГОСТ 2246-70
- Диаметр, мм0,8
- СерияER-308LSi
- Форма поставкиКатушка
Описание Сварочная проволока 0,8 мм ER-308LSi катушка 5 кг ГОСТ 2246-70
Сварочная проволока 0,8 мм ER-308LSi катушка 5 кг ГОСТ 2246-70 в наличии на складе в Екатеринбурге от компании «Инметпром». Закажите сварочная проволока 0,8 мм ER-308LSi катушка 5 кг ГОСТ 2246-70 по номеру телефона +7 (343) 266-33-16, отправив запрос на электронную почту ekb@inmetprom.ru или заполнив форму обратной связи на нашем сайте.
Наши специалисты ответят на все вопросы, касающиеся наличия товара, вариантов оплаты и сроков доставки.
Оставить отзыв или задать вопрос
Как оплатить заказ?
Оплата товаров производится при помощи любого удобного для вас способа:
- наличными или безналичными средствами через расчетный счет, а также по факту получения товара.
Подробнее с ними можно ознакомиться на соответствующей странице.
Доставка
Вы можете выбрать любой подходящий для вас вариант с нашим специалистом по логистике:
- до склада, самовывозом, «до дверей».
Он поможет подобрать оптимальный маршрут и транспорт, а также сориентирует вас о примерных сроках и стоимости доставки. Цифры могут отличаться в зависимости от сезона!

- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Форма поставки:Кассета
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:5
- Цена: По запросу
- Марка:30ХГСА
- ГОСТ/ТУ:ГОСТ 10543-98
- Диаметр, мм:6
- Цена: По запросу

- Цена: По запросу
- Цена: По запросу

- Диаметр, мм:12
- ГОСТ/ТУ:ГОСТ 13840-68
- Цена: 101 268 ₽/м

- Цена: 208 ₽/м2
- Ширина, м:1
- Длина, м:12
- Тип:Штукатурная
- Цена: 458 ₽/м2

- Длина, мм:2000
- ГОСТ/ТУ:ГОСТ 19771-93
- Мерность:М/Д
- Цена: 79 705 ₽/т

- Толщина стенки, мм:11,4
- Класс прочности:Л
- Тип замка:ЗП-105-51-2
- Цена: 449 984 ₽/т

- Цена: 281 800 ₽/т

- Марка:Д16Т
- ГОСТ/ТУ:ГОСТ 21488-97
- Способ производства:Прессованный
- Цена: 796 543 ₽/т

- Цена: 185 ₽/кг
- ГОСТ/ТУ:ГОСТ 2246-70
- Марка:Св-08АА
- Диаметр, мм:0,3
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Nicros 308LSi
- Диаметр, мм:0,6
- Цена: По запросу
- Диаметр, мм:0,6
- Поверхность:Без покрытия
- Марка:Св-08Г2С
- Цена: По запросу
- Поверхность:Без покрытия
- Диаметр, мм:0,7
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Цена: По запросу
- ГОСТ/ТУ:ТУ 1227-017-00187240-2010
- Поверхность:Без покрытия
- Диаметр, мм:0,7
- Цена: По запросу
- Поверхность:Омедненная
- Диаметр, мм:0,75
- Форма поставки:Катушка
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 12.58
- Диаметр, мм:0,8
- Цена: По запросу
- ГОСТ/ТУ:ГОСТ 2246-70
- Серия:Esab AristoRod 13.12
- Диаметр, мм:0,8
- Цена: По запросу
Да, сварочная проволока с высоким содержанием марганца (например, марки СВ-10ГН, где содержание Mn составляет 1.4-1.7% по ГОСТ 2246-70) обеспечивает лучшую раскисляющую способность металла сварочной ванны и, как следствие, более высокую стойкость сварного шва к образованию пор при сварке по поверхности со следами ржавчины или технологической окалины, чем проволока с более низким содержанием марганца (например, СВ-08А, где Mn 0.35-0.60%).
Экономическая целесообразность использования самозащитной порошковой проволоки по сравнению со сплошной проволокой СВ-08Г2С с применением углекислого газа CO2 (при общем объеме сварочных работ, требующем 100 кг наплавленного металла) зависит от множества факторов. К ним относятся: стоимость самой проволоки (самозащитная обычно дороже), стоимость защитного газа и его расход, производительность процесса, требования к качеству шва и условия выполнения работ (например, в полевых условиях самозащитная часто выгоднее из-за отсутствия необходимости в газовых баллонах).
Для автоматической сварки под слоем флюса АН-348А двутавровых балок из стали С255 высотой 500 мм проволока сплошного сечения СВ-08Г2С является стандартным и проверенным выбором, обеспечивая получение сварных швов с требуемыми механическими свойствами. Порошковая проволока ПП-АН8 также может использоваться, но ее выбор зависит от конкретных требований к производительности процесса и свойствам наплавленного металла.
Основным недостатком использования сварочной проволоки с высоким содержанием кремния (например, марки СВ-08ГС, где содержание Si составляет 0.70-0.95%) при выполнении многопроходных сварных швов на стали 15К без тщательной промежуточной зачистки каждого слоя является образование тугоплавкого силикатного шлака. Этот шлак трудно удалить, что может привести к его включениям в последующих слоях и, как следствие, к снижению качества и механических свойств всего сварного соединения.
Для сварки в труднодоступных местах с сильно ограниченным пространством для сварочной горелки часто более удобной оказывается гибкая самозащитная порошковая проволока. Она не требует подвода защитного газа извне и позволяет использовать горелки меньшего размера и более простой конструкции по сравнению с жесткой сплошной проволокой СВ-08Г2С толщиной 1.0 мм, для которой необходима стандартная горелка с газовым соплом.
Для наплавки слоя твердостью 55 HRC на деталь из углеродистой стали 45 более вероятно подойдет порошковая наплавочная проволока марки ПП-Нп-25Х5ФМС (система легирования железо-хром-ванадий-молибден-кремний), которая обычно обеспечивает более высокую твердость и износостойкость наплавленного слоя по сравнению с ПП-Нп-30Х5Г2СМ, дающей твердость в диапазоне 45-50 HRC.
Основное преимущество использования порошковой проволоки рутилового или основного типа (например, классифицируемой как E71T-1 по AWS A5.20) для сварки в потолочном положении конструкций из стали Ст3сп толщиной 8 мм заключается в том, что образующаяся шлаковая система эффективно удерживает расплавленный металл сварочной ванны от вытекания под действием силы тяжести. Это обеспечивает лучшее формирование шва и значительно облегчает управление сварочной ванной по сравнению со сваркой сплошной проволокой СВ-08Г2С в этом пространственном положении.